DIL L78 RITA – Linseis
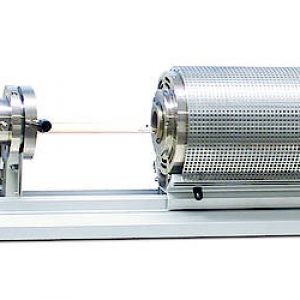
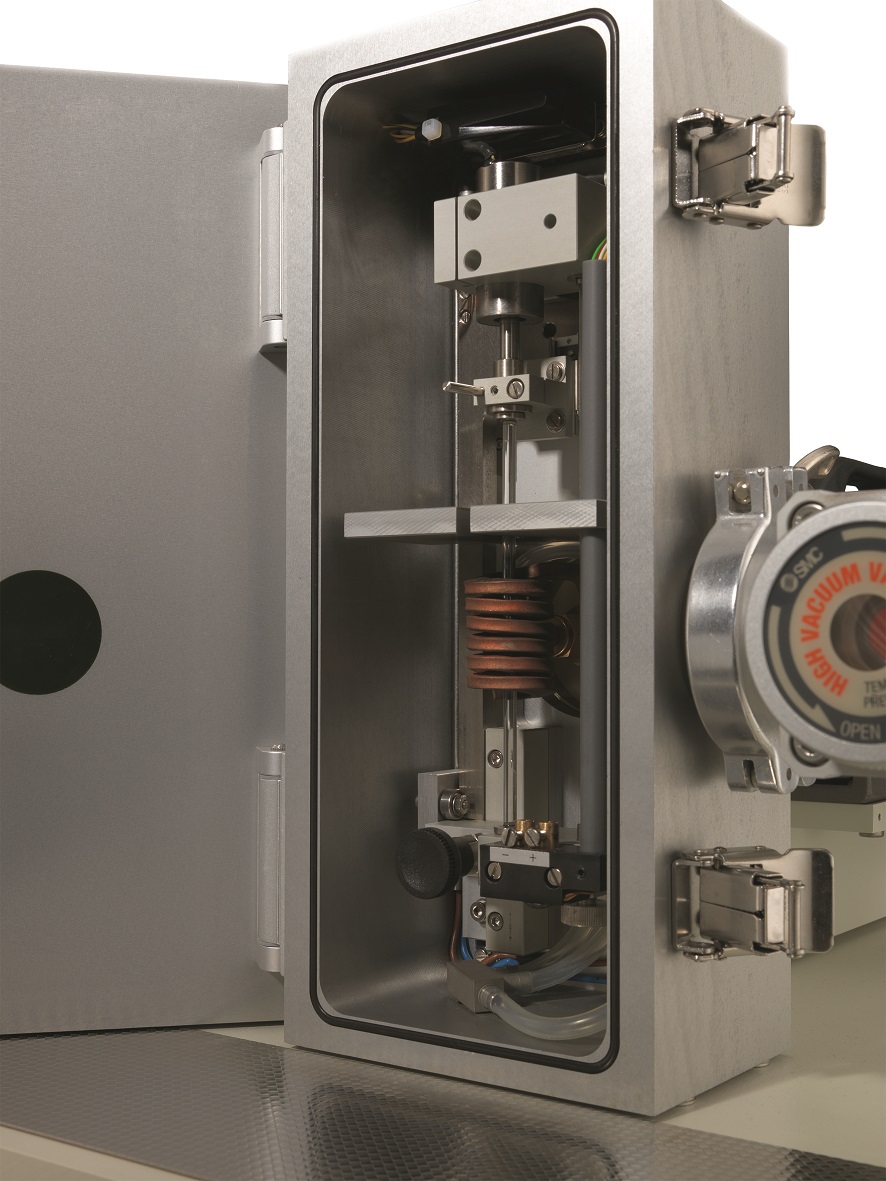
Il dilatometro L78 – Linseis a raffreddamento rapido / di deformazione è adatto, in particolare, per determinare i diagrammi di TTT, CHT and CCT. La speciale fornace ad induzione rende possibili la velocità di riscaldamento e di raffreddamento in un intervallo di temperatura da -150 °C a 1600 °C.
Questo sistema è in accordo con la norma ASTM A1033-04
Allegati